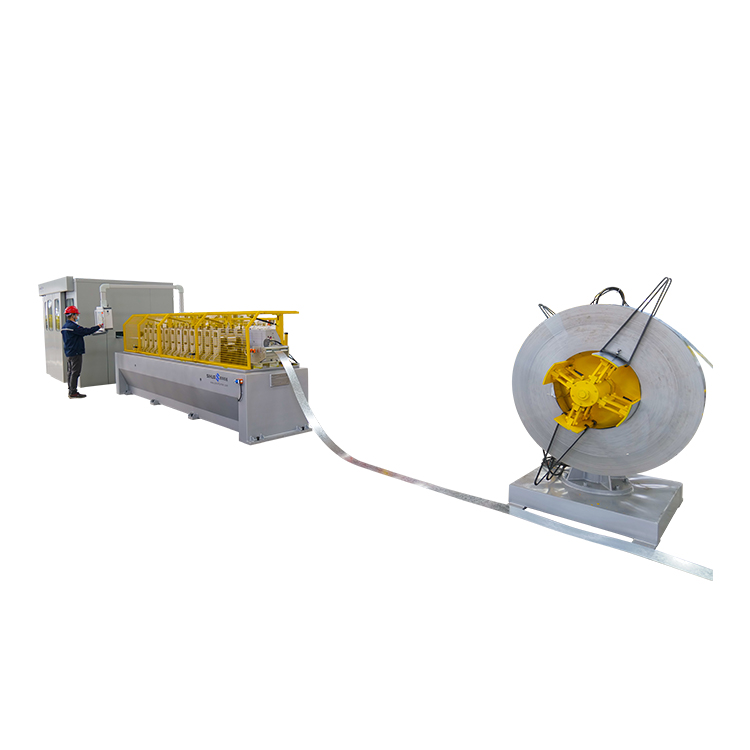
машына для разразання 0,4-1,3 мм шырынёй 1300 мм
| Параметры сыравіны для сталёвых рулонаў | |
| (1) Прыдатны матэрыял | ацынкаваная шпулька |
| (2) таўшчыня разрэзу | 0,4 мм ~ 1,3 мм |
| (3) Шырыня пласціны | 300 мм ~ 1250 мм |
| (4) Унутраны дыяметр сталёвай шпулькі | Φ508 мм |
| (5) Знешні дыяметр сталёвай шпулькі | Φ1600 мм |
| (6) Вага шпулькі | 15 тон |
| Параметры гатовай прадукцыі | |
| (1) Дапушчальная шырыня | ± 0,05 мм |
| (2) Даўжыня Бурура | 0,03 мм |
| (3) Колькасць разрэзаных палос | Пліта таўшчынёй 1 мм, 25 палос |
| (4) Вертыкальная прамалінейнасць зруху | 1 мм / 2000 мм |
| (5) Дыяметр поўнай акружнасці шпулькі | Φ508 мм |
| (6) Знешні дыяметр размотчыка | Φ1600 мм |
| (三) Іншыя параметры абсталявання | |
| (1) Хуткасць адзінкі | 0~120 м/мін |
| (2) Плошча падлогі (прыблізна) | у межах 17 м |
| (3) Блок харчавання | 380 В / 50 Гц трохфазны і пяціправадны |
| (4) Усталяваная магутнасць | каля 160 кВт |
| (5) Прывадны рухавік | машына з адкрытай шпулькай пераменнага току 11 кВт звычайны рухавік пераменнага току 75 кВт звычайны рухавік пераменнага току 90 кВт Гідраўлічны рухавік станцыі AC7.5KW |
| (6) Кірунак адзінкі | павярнуўшыся да кансолі кіравання злева направа (машына з рухам наперад) |
| (7) Аператар вытворчасці | 1 тэхнічны работнік і 2 рабочыя агульнага прызначэння |
| (8) Колер прылады | сіні |
1. Аўтамабіль з катушкай
2. Гідраўлічны размотчык
3. Гідраўлічная дапаможная апора I
4. Мост жывога пераходу I
5. Бакавая накіроўвалая і разразальная машына
6. падмотка металалому (з абодвух бакоў)
7. Мост жывога пераходу II
8. сепаратар і нацяжны стол
9. Гідраўлічны намотчык
10. Гідраўлічная дапаможная апора II
11. Выхадная шпулька для намотвальніка 1
2. Гідраўлічная сістэма
13. Электрычная сістэма кіравання

1 машынка для катушак (1 камплект)
(1) Асноўная канструкцыя: сталёвы ліст, хадавое кола, чатыры накіроўвалыя калоны, трансмісійны вал і г.д.
(2) Грузападымальнасць 15 тон, прывад з гідраўлічным рухавіком, хуткасць хады 6 метраў у хвіліну.
(3) Ціск алею: вышыня ўздыму 600 мм, цыліндр ціску алею: FA- Φ125 мм (1 галіна).
тэхнічны параметр
| форма | Цяжкая сталёвая рама, ціск алею і кіраванне рухавіком |
| колькасць | A |
| Паверхня тыпу V | Зварка нейлонавай пласціны + сталёвай пласціны |
| падшыпнік | 15 Т |
| Паездка на ліфце | 600 мм |
| Магутнасць аўтамабіля пры хадзе | рухавік |
| Хуткасць хады аўтамабіля | 6 м/мін |
Канструкцыя і выкарыстанне: выкарыстоўваецца для падачы адкрытага кодэра, транспарціроўкі сталёвых рулонаў са стала захоўвання на шпульку адкрытага кодэра, перамяшчэнне каляскі кіруецца рухавіком ціску алею, а пад'ём - для кіравання гідраўлічным цыліндрам.
Пад'ёмны механізм: гідраўлічны цыліндр і слізгальная чатырохнакіруючая калонная канструкцыя, пад'ёмная сіла забяспечваецца цыліндрам, цыліндр штурхае V-вобразны падшыпнікавы стол для рэалізацыі функцыі верхняй і ніжняй сталёвай шпулькі.
Механізм хады: рухавік пад ціскам алею і паралельная накіроўвалая канструкцыя рэйкі, сіла хады забяспечваецца рухавіком пад ціскам алею, што дазваляе вагону рухацца гарызантальна ўздоўж восевай восі адкрытага кодэра. Абодва канцы рэйкі абмежаваныя блокам, каб прадухіліць сыход вагона з рэек.
2. Гідраўлічны размотчык (1 камплект)
тэхнічны параметр
| форма | Зварная рама са сталёвай пласціны, гідраўлічны распорны дорн | |
| колькасць | A | |
| падшыпнік | 15 Т | |
| Унутраны дыяметр сталёвай шпулькі | Φ508 мм; | |
| Знешні дыяметр сталёвай шпулькі | МАКС: Φ1800 мм | |
| Структура адкрытай дугачнай пласціны барабана | ||
| Дыяпазон пад'ёму і ўсаджвання дугавой пласціны | Φ460 мм-Φ520 мм | |
| Дугавая пласціна | 45 # літая сталь (храмаванае пакрыццё) | |
| Адкрыты рулонны тормаз | 2 камплекты дыскавых тармазоў | |
| Спосаб разраду | Праявіце ініцыятыву, каб накарміць | |
| Магутнасць адкрытага рулона | Рухавік магутнасцю 11 кВт | |
Прылада для адкрыцця і закрыцця рулона з дапамогай ціску рулона
А, функцыя:
Падшыпнік сталёвай шпулькі, зацягніце ўнутраны дыяметр шпулькі, адкрыйце шпульку або выміце яе.
Падтрымлівае рулонную пласціну і забяспечвае нацяжэнне сталёвай стужкі, якая складаецца з рамы, галоўнага вала, барабана для пашырэння, размотчыка, драбільнай прылады, дапаможнай апоры, тармазной прылады і сілавой часткі.
Б, структура
а) Асноўная рама: выраблена з сталі тыпу A3, сталёвага ліста маркі A45, два падшыпнікі адначасова прасвідраваны для забеспячэння канцэнтрычнасці ўстаноўкі шпіндзеля і адсутнасці радыяльнага біцця.
б) Галоўны вал: складаецца з круглага свідравання з сталі 40 Cr дыяметрам 85 мм праз адтуліну, якасна адкарэктаванага і дапрацаванага аўтамабіля, дыяметр ролікавага вала 190 мм, вага падшыпніка 15 тон.
c) Пад'ёмна-сціскальны барабан: выкарыстоўваецца пашыральны барабан штурхальнага і цягавога тыпу слізгальнага тыпу; чатырохдугавая пласціна (сталь № 45), пара паўзуноў з лінейным разрэзам, дыяметр пашырэння: Ф470-520 мм; эфектыўная рабочая даўжыня барабана складае 1300 мм, інтэграваная апраўка забяспечвае канцэнтрычнасць барабана, барабан падымаецца да дыяметра 508 мм на такарным станку, паверхня гальванічна пакрыта цвёрдым хромам.
г) Прыціскальная прылада для разгортвання: складаецца з прыціскнога роліка, апорнага рычага і маслянага цыліндру; прыціскны ролік змазваецца поліўрэтанавай змазкай, і галоўка матэрыялу не будзе аслаблена, а апорны рычаг падымаецца гідраўлічным цыліндрам.
e) Тармазная прылада: з дапамогай пнеўматычнага дыскавага тормазу можна рэгуляваць сілу тормазу, паркуючыся пры нацягнутым тормазе, каб гарантаваць, што стан чакання і загрузкі не будуць свабодна каціцца, каб не драпаць паверхню пласціны пры свабодным качэнні. Сінхранізаванае кіраванне з падачай адкрытага вала.
f) Ціск алею: штурхаць і цягнуць апраўку: мадэль цыліндру ціску алею, спецыфікацыя: Ф 150-150 мм, з выкарыстаннем рэжыму падачы алею з ратацыйнага шарніра (нафтавае радовішча Тайваня); гідраўлічны цыліндр пад'ёму прэса Ф 80-220 мм.
g) Электрычная магутнасць: машына з адкрытай абмоткай выкарыстоўвае рухавік пераменнага току магутнасцю 11 кВт з закрытым каробкай перадач (1 камплект)
3. Гідраўлічная дапаможная апора (1 адзінка)
(1) Ужыванне: Падтрымка кансольнага канца рулона для павелічэння яго калянасці.
(2) Дапаможная апора — гэта механізм з локцевым стрыжнем, які падымаецца або апускаецца паваротным рычагом гідраўлічнага цыліндру.
(3) Пры адкрыцці рулона паваротны рычаг падымаецца, каб утрымліваць кансольны канец намотвальнай машыны, а пры скручванні рулона паваротны рычаг апускаецца.
4. Мост для перасячэння дарог (1 адзінка)
(1) Асноўная канструкцыя: рама звараная са сталёвай пласціны.
(2) Ціск алею: верхні і ніжні: цыліндр ціску алею: CA- Φ 80 мм (1).
тэхнічны параметр:
| форма | Рама і пераходны кранштэйн зроблены са сталёвай пласціны, якая зварваецца, а пераходны рулон — з клейкай паверхні. |
| колькасць | A |
| Жывая гільза (даўжыня і глыбіня) | 3000 мм × 3500 мм |
| Спосаб падняць набор сталоў | Гідраўлічны цыліндр падтрымлівае пад'ёмнік |
Канструкцыя і прымяненне: выкарыстоўваецца для кіравання сінхранізацыяй і буферызацыяй хуткасці сталёвай стужкі паміж здымнікам і падавальнікам. Стол выраблены з нейлону, каб паверхня пласціны не падрапалася. Размяшчэнне трох пар сталёвых рамянёў з электрычным кіраваннем у яме жывой гільзы дазваляе падтрымліваць дастатковую колькасць месца ў яме.
5. Бакавая накіроўвалая і разрэзная машына (1 камплект)
Тэхнічныя параметры пазіцыянавання бакавога накіроўвалага
| форма | Аснова для зваркі сталёвых лістоў, падстаўка для рулона і рама |
| колькасць | A |
| Шырыня папярочнай дошкі | 200-1250 мм |
| Рэгуляванне шырыні | Рэгулюйце з дапамогай махавіка |
| Матэрыял для рулона | Сталь GCr15 |
| ніпрол | Φ120 мм × 1300 мм |
Канструкцыя і прымяненне: для арыентацыі шырыні ліста, каб прадухіліць адхіленне сталёвага ліста. Вертыкальныя ролікі размешчаны па абодва бакі ад кірунку шырыні ліста і замацаваны на адпаведных слізгальных гнёздах, а слізгальнае гнёзда рэгулюецца на накіроўвалай рэйцы ўздоўж кірунку шырыні ліста для размяшчэння ліста рознай шырыні. Вертыкальны ролік загартаваны, а паверхня роліка храмаваная для павышэння цвёрдасці паверхні і прадухілення механічнага зносу.
Тэхнічныя параметры машыны
| форма | Аснова для зваркі сталёвых лістоў, каробка перадач, арка і рама |
| колькасць | Набор |
| Падзяліце хуткасць | 120 м/мін |
| Дыяметр вала | Φ180 мм × 1300 мм |
| якасць матэрыялу | 42CrMo |
| Памер пралёта (пазначаны без уліку гэтага) | Φ300 мм Φ180 мм 10 мм (таўшчыня па вонкавым дыяметры і ўнутранай паверхні) |
| Магутнасць галоўнага рухавіка | Рухавік пераменнага току 75 кВт |
| Мабільны арачны рухавік | Мацуецца звонку стойкі, не закранаючы нож |
Канструкцыя і прымяненне: станок уяўляе сабой прыладу, якая выконвае падоўжную вертыкальную рэзку на розныя шырыні. Шырыня гатовага вырабу можа быць гнутка зменена шляхам замены кампазітнай гільзы. Вал нажа рэгулюецца ніжнім і верхнім валамі для сінхроннага размеркавання паміж валамі нажа, што дазваляе дакладна кантраляваць зазор паміж верхнім і ніжнім валамі. Верхні і ніжні валы мацуюцца гайкамі ў восевым кірунку, а таксама з канцамі валаў верхняга і ніжняга лязоў. Для замены ляза выкарыстоўваецца бакавая рама (прывад рухавіка).
(1) Асноўная канструкцыя: сталёвы ліст, літае сядло, сінхронная каробка перадач, універсальны прывад, электрычная шрубавая пад'ёмная прылада.
(2) Матэрыял стрыжня інструмента: 40 Cr, дыяметр стрыжня нажа: Φ180 мм 1300 мм, сярэдняя частата апрацоўкі пасля грубай апрацоўкі, шліфоўка, цвёрдае храмаванне, 20 мм з пазай для шпонкі.
(3) Фіксацыя вала нажа: гайка блакуе інструмент.
(4) Рэгуляванне прэс-пласціны групы кранштэйнаў, рэгуляванне ўздыму ўверх і ўніз, фіксаваная драўніна з.
(5) Рух сядла інструмента: электрычны ўезд і выхад, пад'ём вала нажа, электрычная сінхранізацыя.
(6) Магутнасць зруху: звычайны рухавік магутнасцю 75 кВт з пераўтваральнікам частаты.
6. Намотвальнік металалому (з абодвух бакоў)
адно злучэнне; незалежнае пераўтварэнне частаты, кантроль напружання
тэхнічны параметр:
| форма | Стойка для зварных сталёвых пласцін |
| структура | Незалежная падача з левага і правага боку, злучаная канструкцыя; кампазіцыя барабана, прэсавага вала і трансмісіі. Кіруецца масляным цыліндрам для лёгкай разгрузкі. |
| колькасць | Два; адзін злева і адзін справа |
| Атрымайце шырыню краю абрэзка | І 2-10 мм / адзін бок |
| хуткасць намотвання | 0-120 м/мін |
| Каціце вагу | МАКС: 300 кг |
| Магутнасць галоўнага рухавіка | Кандыцыянер 3 кВт (два) |
| дыханне | Механічнае пашырэнне |
Канструкцыя і выкарыстанне: машына для бакавой намоткі матэрыялу - гэта прылада для намоткі стужкі з двух бакоў. Прывад рухавіка з дадатковым цыліндрам для выкіду алею, стабільная і даўгавечная.
7. Мост для перасячэння пад адкрытым небам II (1 адзінка)
(1) Асноўная канструкцыя: рама звараная са сталёвай пласціны.
(2) Ціск алею: верхні і ніжні: цыліндр ціску алею: CA- Φ 80 мм (1).
тэхнічны параметр:
| форма | Рама і пераходны кранштэйн — гэта ўсе дэталі са сталёвай пласціны, якія зварваюцца, а пераходны ролік — гумовы ролік. |
| колькасць | A |
| Жывая гільза (даўжыня і глыбіня) | 3000 мм × 5000 мм |
| Спосаб падняць набор сталоў | Гідраўлічны цыліндр падтрымлівае пад'ёмнік |
| Пліта для кравецкага прэса | Не дапускайце падзення пліты ў яму і пашкоджання матэрыялу |
Канструкцыя і прымяненне: выкарыстоўваецца для кіравання сінхранізацыяй і буферам хуткасці сталёвай стужкі паміж нацяжной машынай і здымнай машынай. Стол выраблены з нейлону, каб паверхня пласціны не падрапалася.
8. Сепаратар і стол нацяжэння
(1) Асноўная канструкцыя: сталёвая пласціна, раздзяляльны ролік, поліўрэтанавая гума і г.д.
(2) Нацяжная пляцоўка: зверху раскласці ваўняны фетр.
(3) Ролік Rebelt: поліўрэтанавая гума, Φ350 мм.
(4) Сіла ціску алею: нацяжная пляцоўка пад'ёму: цыліндр ціску алею: FA- Φ 80 мм (2 штукі).
тэхнічны параметр:
| форма | Аснова і рама для зваркі сталёвых лістоў |
| колькасць | Набор |
| Памер сектара | Φ80×Φ180*3 |
| Памер асобнага набору | Φ80×Φ110×& |
| Сярэдні прыціскны ролік | Вертыкальны пад'ём |
Канструкцыя і прымяненне: падоўжнае зрушэнне паласы для прадухілення нацяжной машыны пры штабеляванні, лёгкая зборка. Ёсць два камплекты раздзяляльных дыскаў. Вал раздзяляльнага дыска можна зняць з боку кіравання для зручнай замены і чысткі.
| форма | Зварачная аснова з сталёвай пласціны, рама, склад тармазной сістэмы |
| колькасць | A |
| Тып прыціскной пласціны | Пласціна прыводзіцца ў рух цыліндрам для дасягнення ідэальнага напружання сціску |
Функцыя: Размясціць сталёвую стужку і раўнамерна нацягнуць кожную сталёвую стужку для перамоткі, а атрыманае нацяжэнне вызначае шчыльнасць перамоткі. Раўнамернае нацяжэнне дазваляе зрабіць намотку акуратнай; яна ў асноўным складаецца з асноўнай рамы, пярэдняй раздзяляльнай рамы, прэсавай машыны, задняй раздзяляльнай рамы, нацяжной платформы і накіроўвалага роліка.
Б, структура:
● Асноўная канструкцыя рамы: выраблена з профілю, зварка сталёвай пласціны, апрацоўка асноўнай паверхні пасля адпалу.
● Пярэдняя раздзяляльная рама: выкарыстоўвае незалежную раму накіроўвалага тыпу, рама злучана праз дзве паверхні, а сепаратар усталяваны на перагародкавым вале для корпуса і гільзы, што вельмі зручна; пярэдняя раздзяляльная рама можа рухацца ўверх і ўніз адносна асноўнай рамы і можа спыняцца на любой вышыні.
● Нацяжная платформа: яна складаецца з бакавой пласціны аркі, верхняй рамы парталу, ніжняй пліты пракладкі, верхняй пліты пракладкі і алейнага цыліндру. Ваўняны лямец можа быць замацаваны на верхняй і ніжняй плітах пракладкі. Рэмень пласцін праходзіць паміж верхняй і ніжняй плітамі пракладкі, і прыціскная пліта пракладкі стварае нацяжэнне. Верхняя пліта пракладкі сінхронна прыводзіцца ў рух двума алейнымі цыліндрамі.
● Накіроўвальны ролік, пласціністая прылада
Накіроўвальны ролік: з падшыпнікам, бясшвоўная сталёвая труба, абгорнутая поліўрэтанавай гумай, дынамічная балансіроўка, функцыя заключаецца ў накіраванні пласціністай стужкі ў намотвальнік.
Прылада пласціны: складаецца з рэйкі і прываднай сістэмы. Прылада пласціны мае гідраўлічны прывад, яе функцыя заключаецца ў перадачы галоўкі пласціны да намотвальніка.
9 Гідраўлічны намотчык
(1) Асноўная канструкцыя: барабан мае бясшвоўную канструкцыю; сталёвая пласціна, раздзяляльны ролік, галоўны вал, чатырохдугавая пласціна (зігзаг), слізгальны блок, бакавая пласціна, падшыпнік, сядло падшыпніка, цягава-штурхальны цыліндр, каробчаты рэдуктар, гідраўлічная штурхальная прылада, паравы тормаз і г.д.
(2) Пашырэнне і сцісканне шпулькі: Φ480 мм ~ Φ508 мм, з сківічнай прыладай, цыліндр ціску алею: FA- Φ150 мм (1 галіна).
(3) Электрычная магутнасць: звычайны рухавік магутнасцю 90 кВт абсталяваны пераўтваральнікам частаты.
Тэхнічныя параметры падмоткі
| форма | Зварная рама са сталёвай пласціны, аднарычажны гідраўлічны пашыральны дорн і канструкцыя рэдуктара |
| колькасць | A |
| падшыпнік | 15 Т |
| Унутраны дыяметр сталёвай шпулькі | Φ508 мм |
| Матэрыял шпіндзеля | 42 Cr Mo |
| Дугавая пласціна закрылка шпулькі | Сталь 45# пасля якаснай апрацоўкі, паверхня пакрыта цвёрдым хромам |
| Сціснуты заціскны рот | Прывад цыліндру алею ўверх і ўніз |
| Знешні дыяметр сталёвай шпулькі | МАКС: Φ1800 мм |
| Націсніце на дошку з матэрыяламі | Штуршок цыліндру з маслам |
| тармазны вузел | дыскавы тормаз тыпу тормазу |
| Магутнасць галоўнага рухавіка | Рухавік пераменнага току 90 кВт |
Канструкцыя і прымяненне: Гэта абсталяванне выкарыстоўваецца для перамоткі паласы пасля падоўжнага зруху. Яно складаецца з корпуса рамы, барабана, сістэмы трансмісіі, сістэмы пад'ёму і ўсаджвання, тармазной сістэмы, сістэмы змазкі, гідраўлічнай сістэмы і г.д.
Сістэма перадачы: шпіндзель прыводзіцца ў рух рухавіком. Сістэма павелічэння і сціскання: нацяжэнне забяспечваецца цыліндрам пад'ёму і сціскання, каб слізгальнае сядло на галоўным вале стварала слізгальнае зрушэнне, а паўзунок формы цы і слізгальнае сядло ствараюць зрушэнне для рэалізацыі пад'ёму і сціскання барабана.
Тэхнічныя параметры прыціскнога рычага вала сепаратара
| форма | Аснова і рама для зваркі сталёвых лістоў |
| колькасць | A |
| Памер сектара | Φ80×Φ180×3 |
| Памер асобнага набору | Φ80×Φ110×& |
Канструкцыя і прымяненне: Гэта абсталяванне выкарыстоўваецца для перамоткі падоўжна разрэзанага матэрыялу. Рычаг прэсавальнага матэрыялу паварочваецца з дапамогай маслянага цыліндру. Прыціскальны вал можна ўручную разгарнуць вакол нерухомай кропкі апоры для замены ізаляцыйнай пласціны (пракладкі).
10 Гідраўлічная дапаможная апора II
(1) Ужыванне: Падтрымка кансольнага канца рулона для павелічэння яго калянасці.
(2) Дапаможная апора — гэта механізм з локцевым стрыжнем, які падымаецца або апускаецца паваротным рычагом гідраўлічнага цыліндру.
(3) Пры атрыманні рулона паваротны кранштэйн падымаецца, каб утрымліваць кансольны канец намотвальнай машыны, а пры рулоне паваротны кранштэйн апускаецца.
11 Выхадны вагончык для намотчыка (1)
(1) Асноўная канструкцыя: сталёвы ліст, хадавое кола, чатыры накіроўвалыя калоны, трансмісійны вал і г.д.
(2) Прывад з гідраўлічным рухавіком, хуткасць праходжання 6 метраў у хвіліну.
(3) Ціск алею: вышыня ўздыму 600 мм, цыліндр ціску алею: FA- Φ125 мм (1 галіна).
Тэхнічны параметр:
| форма | Цяжкая сталёвая рама, ціск алею і кіраванне рухавіком |
| колькасць | A |
| Паверхня тыпу V | Зварка сталёвых лістоў |
| падшыпнік | 15 Т |
| Паездка на ліфце | 600 мм |
| Магутнасць аўтамабіля пры хадзе | рухавік |
| Хуткасць хады аўтамабіля | 7 м/мін |
Канструкцыя і выкарыстанне: для разгрузкі рулона, разгрузкі сталёвага рулона з рулона, перамяшчэння каляскі для кіравання рухавіком ціску алею, пад'ёму і ўздыму для кіравання гідраўлічным цыліндрам.
Механізм пад'ёму: гідраўлічны цыліндр і канструкцыя слізгальнай накіроўвалай калоны, пад'ёмная сіла забяспечваецца цыліндрам, цыліндр штурхае V-вобразны падшыпнікавы стол для рэалізацыі функцыі верхняй і ніжняй сталёвай шпулькі, а разгрузачная каляска мае антыперавернуты шток.
Механізм хады: рухавік ціску алею і канструкцыя паралельнай накіроўвалай рэйкі. Сіла хады забяспечваецца рухавіком ціску алею, каб вагон рухаўся гарызантальна ўздоўж восі шпулькі роліка. Абодва канцы рэйкі абмежаваныя блакіроўкай, каб прадухіліць сыход вагона з рэек.
12 Гідраўлічная сістэма (1 камплект)
(1) Асноўная канструкцыя: звараны сталёвы бак для алею ёмістасцю 300 кг і ўсе віды клапанаў ціску алею, алейныя панэлі.
(2) Магутнасць: рухавік класа E магутнасцю 7,5 кВт і алейны помпа, 30 мл, нармальны ціск 70 кг/см², максімальны ціск: 140 кг/см².
тэхнічны параметр:
| колькасць | Набор |
| паліўны бак | 300 л |
| Аб'ём алейнага помпы | 25 мл/р |
| Працоўны ціск сістэмы | 12 МПа |
| магутнасць рухавіка | 7,5 кВт |
| метад астуджэння | Астуджэнне ветрам |
| рабочая тэмпература | 0℃—60℃ |
| абслуговага рэчыва | Гідраўлічны алей N68 супраць зносу |
Склад і прымяненне: для кіравання працай гідраўлічнай часткі ўсёй вытворчай лініі. Выкарыстоўваючы цэнтралізаванае кіраванне, сістэма складаецца з адной гідраўлічнай станцыі, некалькіх стэкаў клапанаў і некалькіх трубаправодаў. У асноўным гэта корпус маслянага бака, электрычны блок маслянага помпы, стэк гідраўлічных клапанаў, гідраўлічны трубаправод і г.д.
13 Электрычная сістэма кіравання
(1) Аперацыйны стол з электронным кіраваннем.
(2) Напружанне сілкавання: трохфазнае 380 В пераменнага току ± 10% Частата: 50 Гц ± 1
(3) Склад і выкарыстанне: Сістэма абсталявана аперацыйнай станцыяй, уся лінія мае цэнтралізаванае кіраванне, аперацыйная станцыя мае лічбавы дысплей, рэгуляванне высокай і нізкай хуткасці, ручную падачу, бесперапынную сегментацыю, сігналізацыю аб няспраўнасці і іншыя функцыі. Сістэма рэгулявання хуткасці, праграмны кантролер (ПЛК) выкарыстоўвае прадукцыю тайваньскай кампаніі Yong hong. Іншыя кампаненты электрычнага кіравання імпартныя або сумесныя прадукты таго ж класа. Кансоль, кнопкавы блок, кампаненты выяўлення, а таксама кабелі і правады. З дапамогай сэнсарнага экрана можна лёгка ўсталёўваць і змяняць параметры вытворчага працэсу, у тым ліку хуткасць, ручное і аўтаматычнае пераключэнне, а таксама кантраляваць працоўны стан кожнай дэталі. Забяспечваецца бяспечная і эфектыўная праца вытворчай лініі.
14 Апісанне брэнда і пастаўшчыка:
Механічная частка
| нумар замовы | імя | прадзюсар | заўвагі |
| 1 | падшыпнік | Японія імпартавала NSK | Падзяліце гаспадара |
| 2 | падшыпнік | Вось Ha, вось пліткі | дадатковае абсталяванне |
| 3 | Матор-рэдуктарная машына | Ін а | |
| 4 | рэдуктар | Го МАО |
Пнеўматычнае абсталяванне
| нумар замовы | імя | прадзюсар | заўвагі |
| 1 | паветраны цыліндр | Якасныя айчынныя тавары | |
| 2 | электрамагнітны клапан | зоркі | |
| 3 | клапан рэгулявання хуткасці | зоркі |
Гідраўлічная частка
| нумар замовы | імя | прадзюсар | заўвагі |
| 1 | электрамагнітны накіравальны клапан | Ойл кун | |
| 2 | электрамагнітны перапускны клапан | Ойл кун | |
| 3 | чылер | Якасныя айчынныя тавары |
Агульная колькасць электрычных выдаткаў
| нумар замовы | імя | пастаўшчык |
| 1 | ПЛК | Тайвань Ён Хун |
| 2 | інтэрфейс чалавека і кампутара | Вэйлун, Тайвань |
| 3 | трансфарматар частаты | Хуэйчуань |
| 4 | дапаможнае рэле | Шнайдэр |
| 5 | Звычайны рухавік | Цзян Шэн |
| 6 | Кампаненты нізкага напружання | Шнайдэр |
15 Выпадковае ўкладанне:
(1) Мантажны чарцёж механічнага падмурка, размеркавання балтоў і чарцёж размяшчэння вытворчай лініі.
(2) Насадка: 20 штук; 120 сабраных нейлонавых нітак; 20 нацяжных элементаў; 120 нацяжных нітак; 1 стрыжань рэжучага механізму.
| нумар замовы | Апісанне апісанне | аб'ём пастаўкі | заўвагі | |
| Прадавец | пакупнік |
| ||
| 1 | дызайн | |||
| 1.1 | Графік праектавання | √ |
|
|
| 1.2 | канструкцыя машыны | √ |
|
|
| 1.3 | Электратэхнічнае праектаванне для эксплуатацыі машыны | √ |
|
|
| 1.4 | Канструкцыя ланцуга для ціску паветра і гідраўлічнага ціску | √ |
|
|
| 1,5 | Дызайн макета вытворчай лініі | √ |
|
|
| 2 | зрабіць | |||
| 2.1 | Складзіце расклад | √ |
|
|
| 2.2 | Механічная і электрычная частка вытворчасці | √ |
|
|
| 2.3 | Праверка і выпрабаванне вытворчасці | √ |
|
|
| 2.4 | аэразольная фарба | √ |
|
|
| 2,5 | пачак | √ |
|
|
| 3 | умовы дастаўкі | |||
| 3.1 | Разгрузка на месцы |
| √ |
|
| 3.2 | Абсталяванне для разгрузкі на пляцоўцы (кран і г.д.) |
| √ |
|
| 3.3 | Пацверджанне і захоўванне абсталявання пляцоўкі |
| √ |
|
| 4 | падмуркавыя работы | |||
| 4.1 | Праектаванне падмуркаў грамадзянскіх інжынерных збудаванняў | √ |
|
|
| 4.2 | Інжынерыя і кансалтынг па падмурках | √ |
| прадавец прадастаўляе базавую карту |
| 4.3 | Праверка асноўных работ | √ | √ |
|
| 4.4 | анкерны болт | √ |
|
|
| 4.5 | Машынны прас (плоскі прас, нахільны прас) | √ |
|
|
| 4.6 | Зацірка і раствор заліваюцца ў механічны падмурак |
| √ |
|
| 4.7 | Раствор уводзіцца ў адтуліну для ног абсталявання |
| √ |
|
| 4.8 | Замураваны ў бетон (H- і г.д.) |
| √ |
|
| 5 | мантажныя работы | |||
| 5.1 | Мантажнае абсталяванне (рухаючы транспартны сродак, аўтакран і г.д.) |
| √ |
|
| 5.2 | інструмент для замены | √ |
|
|
| 5.3 | Мантажныя матэрыялы (гідраўлічныя, пнеўматычныя трубы і праводкі) | √ |
|
|
| 6 | меры засцярогі | |||
| 6.1 | Накрыўная пліта канавы і пагружны помпа |
| √ |
|
| 6.2 | агароджа | √ |
|
|
| 7 | Гідраўлічная тэхніка ціску паветра і замарожвання | |||
| 7.1 | гідраўлічны агрэгат |
|
|
|
| 7.2 | Гідраўлічная дрэнажная тэхніка (у абсталяванні) | √ |
|
|
| 7.3 | Гідраўлічныя дрэнажныя трубы (у траншэі) | √ |
|
|
| 8 | электратэхніка | |||
| 8.1 | Усталюйце патрэбную магутнасць |
| √ |
|
| 8.2 | Асноўны кабель ад падстанцыі да панэлі кіравання і размеркавальнай шафы |
| √ |
|
| 8.3 | Кабельная траншэя |
| √ |
|
| 8.4 | Другасная праводка ад галоўнага сеткавага шафы да машыны | √ |
|
|
| 8,5 | Гняздо для падлучэння другаснай праводкі | √ |
|
|
| 8.6 | Кантролер рухавіка і прывада | √ |
|
|
| 8.7 | Праводка і дрэнажныя трубы ў машыне | √ |
|
|
| 8.8 | Кожная лінія да размеркавальнай шафы | √ |
|
|
| 8.9 | Дазвол на выкарыстанне асвятляльных прыбораў і электрапрыбораў |
| √ |
|
| 9 | тэставы запуск | |||
| 9.1 | Матэрыялы для тэставага запуску |
| √ |
|
| 9.2 | Тэсціроўшчык |
| √ |
|
| 9.3 | Упырск алею, трансмісійнае алей, гідраўлічнае алей і г.д. |
| √ |
|
| 9.4 | Інструменты для тэхнічнага абслугоўвання | √ |
|
|
| 10 | Навучанне і пасляпродажнае абслугоўванне | |||
| 10.1 | Кіраўніцтва па эксплуатацыі і кіраўніцтва па тэхнічным абслугоўванні | √ |
|
|
| 10.2 | Навучанне эксплуатацыі і тэхнічнаму абслугоўванню | √ |
| |
(1) Сістэма папярэджання ахоўнай сігналізацыі;
1. Наладзьце блакіроўку пацверджання ўмовы сумеснай працы (блакіроўку бяспекі) і падказку трывогі для кожнага слупка.
2. Кожная аперацыйная станцыя, у тым ліку падача, асноўная аперацыя, разгрузка і г.д., можа кіраваць сігналізацыяй незалежна.
3. Калі кожная рухомая прылада працуе, спрацоўвае сігнал трывогі.
(2) Прылада блакіроўкі бяспекі (інфрачырвонае выяўленне і сігналізацыя для крытычна небяспечных дэталяў)
(3) Ролік заціску абсталявання, злучальны вал, круцільны ланцуг, адкрытыя тармазныя калодкі і іншыя працоўныя органы павінны быць абсталяваны ахоўнымі вечкамі і ахоўнымі парэнчамі вакол гільзы.
(4) Папераджальныя знакі для небяспечных частак і важных частак абсталявання
(5) Круцельны корпус павінен быць пазначаны выразна бачным колерам, які адрозніваецца ад колеру абсталявання корпуса (жоўтым колерам).
1. Пакупнік павінен забяспечыць астуджальную ваду і крыніцу газу для інтэрфейсу абсталявання.
2. Пакупнік павінен мець уласную размеркавальную скрынку электрасілкавання (трохфазную, пяцілінейную), магутнасць якой павінна адпавядаць патрабаванням да магутнасці прылады.
3. У размеркавальнай скрынцы ёсць больш за тры разеткі.
4. Размеркавальная скрынка знаходзіцца ў межах 5 м ад галоўнай аперацыйнай шафы.
5. Пакупнік нясе адказнасць за падключэнне электраэнергіі да аперацыйнай станцыі.
6. Пакупнік павінен прадаставіць адзін паветраны кампрэсар.
7. Пакупнік павінен забяспечыць трансмісійнае масла, гідраўлічнае масла, змазачнае масла і марку масла, прадастаўленыя Прадаўцом.
8. Пакупнік павінен забяспечыць неабходныя матэрыялы для ўводу ў эксплуатацыю і адпаведныя дапаможныя інструменты і абсталяванне.